
スタッド溶接とスポット溶接の違いとは?特徴や手順について解説
名前のよく似た「スタッド溶接」と「スポット溶接」ですが、それぞれ違った強みがあり、使われる現場も異なります。 両者の特徴を知り、できればどちらの技術も習得して現場によって使い分けることができたら良いなと思う […]
名前のよく似た「スタッド溶接」と「スポット溶接」ですが、それぞれ違った強みがあり、使われる現場も異なります。
両者の特徴を知り、できればどちらの技術も習得して現場によって使い分けることができたら良いなと思う方もいるでしょう。
そこで今回は、スタッド溶接とスポット溶接の違いについて解説していきます。
それぞれどのような現場で活用されているのか、また必要な資格や手順にも違いはあるのか、といった気になる疑問についても解説します。
現場で溶接作業に従事される方は、ぜひ最後までお読みください。
目次
スタッド溶接とスポット溶接の違いとは?

引用元:Pixabay
名前のよく似た「スタッド溶接」と「スポット溶接」ですが、それぞれ次のような特徴があります。
| 溶接方法 | 特徴 |
|---|---|
| スタッド溶接 | スタッドと呼ばれるボルトやナット等を、アーク放電で瞬間的に金属板に溶接する方法 |
| スポット溶接 | 重ねた金属板を電極で挟むようにして上下から電流を流し、ピンポイントで溶接する方法 |
スタッド溶接の特徴
スタッド溶接では、アークと呼ばれる電流の放電により母材と金属を溶かし、それが冷えて固まる作用を利用して溶接を行います。
溶接にかかる時間は約1秒と圧倒的に短いのが特徴。つまり短時間で効率的な溶接作業が可能となります。
「短時間で作業できる=量産できる」スポット溶接は、生産性が高く、少ない人材でより多くのものを作りたいという現場に最適です。
一方でスタッド溶接は、溶接後の正確な検査方法がないというデメリットもあります。
一般的に溶接後は規定に基づいた表面と内部の検査を行うのですが、スタッド溶接で溶接を行った場合、検査の規定がありません。
そのため、検査は目視による簡易的なものになり、欠陥や溶接が剥がれるリスクもあるのです。
スポット溶接の特徴
スポット溶接は電流で溶けた金属を上下から圧迫することで溶接を行います。
スタッド溶接は金属を完全に溶かしてそれを冷やし固めることで接合させますが、スポット溶接は金属を溶かす一歩手前で加熱を止めるのが特徴です。
金属が柔らかくなったタイミングを狙って上下から圧をかける。つまり「熱+圧力」で接合を行うのがスポット溶接であり、どちらかといえば圧接に近い手法といえます。
スポット溶接はスポット(点)で溶接を行うため、溶接後の見た目に及ぼす影響が少なく、仕上がりが美しいという特徴があります。
しかし、スポッド溶接のように金属を完全に溶かして接合するわけではありませんので、他の溶接方法に比べると強度は弱まります。
また、溶接できる金属の厚さや性質にも制限がありますので、作業の幅が狭いというのがデメリットです。
スタッド溶接とスポット溶接の使い分け!どんな現場で使われる?

引用元:Pixabay
スタッド溶接とスポット溶接は、それぞれの違いや特徴を活かして様々な現場で使い分けられています。
強度の強さが魅力のスタッド溶接、仕上がりの美しさが魅力のスポット溶接。
どのような現場で、どのような作業に使われているのか、実例をもとに解説していきます。
スタッド溶接が使われている現場とは?
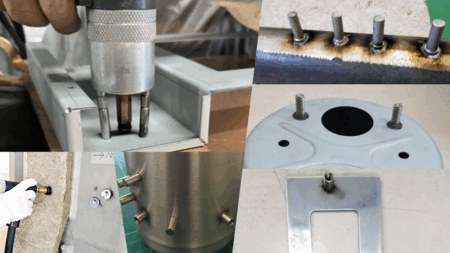
スタッド溶接は建設現場、板金加工、自動車加工など様々な分野で活用されています。
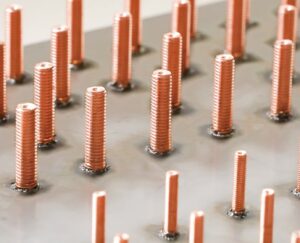
スタッド溶接を極端に噛み砕いて言うと、「ネジ(スタッド)を金属に直接溶接する方法」なので、強度の必要なビルやマンションなどの鉄骨等に使われる機会が多いです。
また、橋梁や道路工事などの土台として使われることも。
溶接して頭つきのスタッドを立て、上からコンクリートを流し込むことで橋や道路の強度を保つ役割を果たしています。
スタッド溶接を行うには専用の資格が必要ですが、作業時はガンのトリガーを引けば瞬時に溶接が完了。
事前に機械の設定さえ完了していれば、誰が操作してもほぼ一定の仕上がり品質を保つことができ、初心者でも比較的作業しやすいのが特徴です。
スポット溶接が使われている現場とは?
スポット溶接は名前の通り点(スポット)で溶接するため、仕上がりの美しさを重視した自動車や家電製品の製造過程でよく使われる手法。
取り扱える金属の厚さや形状に制限はありますが、溶接時にかける圧力や電力を制御することで強度を操作できるのが特徴です。
スポット溶接を行う時には特に必要な資格はなく、誰でも比較的簡単に作業を行うことができます。
スタッド溶接とスポット溶接の手順を解説

引用元:Pixabay
スタッド溶接とスポット溶接の違いはお分かりいただけたでしょうか?
2つの溶接方法について、そもそも原理が違うということは説明しましたが、作業の手順にも大きな違いがあります。
ここからはスタッド溶接とスポット溶接の手順にはどのような違いがあるのか、両者を比較しながら解説していきます。
必要資格の有無についても解説していますので、ぜひ作業時の参考にしてみてください。
スタッド溶接の手順とは?
スタッド溶接の手順は次のとおりです。
- スタッド溶接ガンの基本設定を行う
- スタッドを溶接ガンに取り付ける
- 母材にアースをつなげる
- スタッドと母材を密着させて電流を流す
- アークが発生してスタッドが融解・凝固して接着される
スタッド溶接は、フェルールの中でアーク(気体放電現象の一種)が発生し、材料を融解・凝固させることで行われます。
※)フェルール(セラミックフェルール)とは、アーク発生中に空気を遮断して溶接する金属と空気の反応を防ぐためのもの。熱を集中させ、緩やかに冷却を行う効果もある。
ちなみに、スタッド溶接を行うには一般社団法人スタッド協会が発行する「スタッド溶接技術証明書」が必要です。
| 級 | 種別 | 作業範囲 |
| 基本級(下向) | A級 | スタッド軸径22mm以下の下向き溶接 |
| 専門級(全姿勢) | B級 | スタッド軸径16mm以下の横向き溶接 |
| スタッド軸径16mm以下の上向き溶接 | ||
| スタッド軸径16mm以下の下向き溶接 | ||
| 専門級(太径) | F級 | スタッド軸径25mm以下の下向き溶接 |
上記の通り、取得する資格の種別によって作業範囲が異なるので、ご自身の行う作業に合わせて必要な資格を取得しましょう。
試験の日程や受講費用に関する詳細は「一般社団法人スタッド協会」のホームページを参考にしてください。
スポット溶接の手順とは?
スポット溶接の手順は次のとおりです。
- 接合したい金属板を正しい位置で重ね合わせる
- 1の金属板を挟み込むようにして電極を取り付ける
- 上下から圧力を開けながら電流を流す
- 電流を止め、溶けた金属の冷却を利用して溶接
スポット溶接は、名前の通り溶接したい箇所だけにピンポイントで圧力をかけるという特徴があり、見た目を綺麗に仕上げたい作業に向いています。
また、スタッド溶接とは違い、スポット溶接を行う場合に特別な資格は必要ありません。
家庭用のスポット溶接機も販売されており、近年はDIYなどの趣味の一環として活用されている事例も数多くあります。
まとめ
引用元:Pixabay
今回はスタッド溶接とスポット溶接の違いについて解説しました。
- スタッド溶接はボルトやナット等をアーク放電で瞬間的に金属板に溶接する方法
- スポット溶接は重ねた金属板を電極で上下から挟んで電流を流して溶接する方法
- 電流の強さ、溶接部位や強度、溶接後の仕上がりには大きな違いがある
名前のよく似た2つの溶接方法ですが、手法や原理に大きな違いがあり、現場でどのような使い分けをされているのかがご理解いただけたと思います。
本記事でも紹介した通り、スタッド溶接とスポット溶接にはメリットもあれば、もちろんデメリットも存在します。
ご自身が溶接を行う現場で、数ある溶接方法をどのように使い分けるかは、それぞれの特徴をよく理解しておくことが重要です。


