
スタッド溶接の種類や特徴、使用上の注意点を詳しく解説
自動車産業や建築現場など幅広い分野で活躍されている「スタッド溶接」
「業務で使用するためにスタッド溶接の知識を知りたい。」
「スタッド溶接を使用することで業務の負担を減るのか知りたい」
といったスタッド溶接を正しく使用して業務の負担を減らせるか気になりますよね。
本記事では、スタッド溶接の特徴や使用時の注意点、使用頻度の高いスタッド溶接の
3つの種類の特徴を簡潔にまとめました。ぜひ、最後まで読み進めてください。
目次
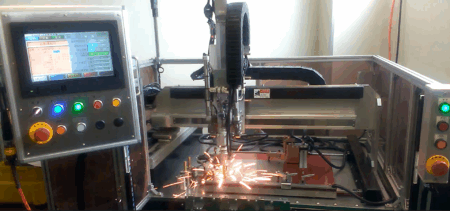
スタッド溶接とは
引用:URL https://nihonflash.com/product/fs-600d/
スタッド溶接とは、ボルトやネットなどスタッドと呼ばれるネジを金属板に瞬時に固定する方法です。
スタッド溶接は、板金加工や自動車産業、土木・建築作業などで幅広い分野で活躍されており現代の重要な技術の1つになります。
良く類似されるものでアーク溶接があります。スタッド溶接とアーク溶接との違いは、溶接する時間や熱影響が異なります。
アーク溶接は、溶接棒を保持器にはさみ、母材に瞬間接触させてアークを発生させる仕組みのため溶接技量、溶接する母材によって溶接する時間が異なるため時間がかかります。
そのため、母体に対する熱影響が大きいデメリットがあります。
対して、スタッド溶接は1本あたりの溶接時間は、1秒前後で完了します。
溶接時間が1秒と短いため母材に対する熱影響が少ないです。
尚、スタッド溶接は溶接電流や溶接時間が確立されているため安心して使用できます。
また、アークの長さも事前に設定することで一定に保つことが可能です。
スタッド溶接の特徴

ここでは、スタッド溶接の特徴を3つにまとめました。
ぜひ、読み進めてください。
溶接の母材への影響が少ない
スタッド溶接は、溶接時間が非常に短いため母材への悪影響が少ないため品質を一定で保つことができます。
溶接時間が短く生産性が高い
スタッド溶接は1本あたりの溶接時間は、約1秒で完了します。
溶接時間が1秒前後と速いため作業者の負担が少なく効率的に作業を進めることができます。
操作方法が簡単
スタッド溶接は、操作が簡単で溶接作業者の技量に影響がされない特徴があります。
また、溶接電流や溶接時間が確立されているため安心して使用できます。
さらに、アークの長さも事前に設定することで一定に保つため操作が簡単にできます。
スタッド溶接の使用時の注意点

スタッド溶接を使用するときの注意点をまとめました。
注意事項を意識してスタッド溶接を安全に使用しましょう。
溶接する場所を清潔に保つ
スタッド溶接は、砂埃やごみを放置しておくと火災や家電の原因になり危険です。
溶接する場所は作業前に必ず清掃を行い綺麗な状態で作業しましょう。
狭い場所で作業しないこと
狭い場所で溶接作業を行うと空気中の酸素が少なくなり窒息する危険性が高いです。
また、溶接時に発生するガスを吸ってしまった場合、健康を害する原因となるため人体に悪影響を及ぼします。
スタッド溶接を使用する時は、必ず広い場所で使用しましょう。
スタッド溶接の接続部分を必ず確認する
ケーブルや鉄骨などの母材側電流経路に不完全な接触部があった場合、電源を入れると
発熱してしまい火災を引き起こす可能性が高いため非常に危険です。
スタッド溶接を使用する時は必ず接続部分を確認してから使用しましょう。
スタッド溶接の2つの溶接方法
スタッド溶接は、自動溶接と手動溶接の2つの方法があります。
ここでは、2つの溶接方法について詳しく解説していきます。
自動溶接
自動溶接は、ロボットを使用して自働化されるため、効率良く必要な位置に溶接が可能です。
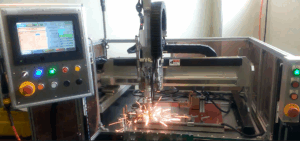
ロボットを使用することにより常に一定に溶接することができるため常に一定の品質を保つことができます。
品質が安定し溶接技術者の負担を軽減するため生産性が向上して量産に向いています。
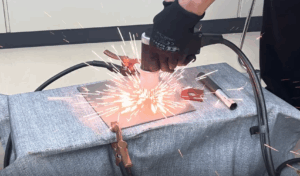
手動溶接
手動溶接とは、溶接機と溶接棒を使用し、手作業で溶融溶接を行う方法です。
被覆材と呼ばれる傷を防ぐシートやフィルムから発生するガスやスラグで溶けている金属を覆って溶接します。
そのため溶接棒先端の被覆材の形成などにより風の影響を受けにくいメリットがあります。
また、場所を問わず手軽に使えるといった利点があります。
ただ、手動のため溶接技術者の技量によって左右されるため一定の品質を保証できない点に注意する必要があります。
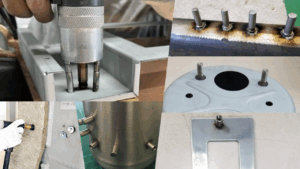
スタッド溶接の原理と3つの種類
スタッド溶接の原理は、スタッド材を溶接ガンに取り付けて母材にアースを設置します。
設置後、スタッド材と母材を接触させ電流を流します。
電流が流れたら母材とスタッド材の間にアークが発生します。
アークが発生したことを確認したら溶接圧接して完了になります。
また、スタッド溶接は様々な種類があり、特に使用頻度が多く代表的に使用される
「電力アーク方式」
「ショートサイクル方式」
「コンデンサ方式」
上記3つの特徴を簡潔にまとめました。ぜひ、読み進めてください。
電力アーク方式
電力アーク方式は、直流電源を使用してスタッドを溶接する方法です。
溶接時間は100~1000msと短時間ですが、ショートサイクル方式と比べて強度な溶接を行うことができます。
コンクリートや金属板といった厚い母材にM6~M25の太いスタッド径を持つボルトやナットを溶接することができ土木・建築現場で活躍します。
ショートサイクル方式
ショートサイクル方式は、電力アーク方式と同じで直流電源をしてスタッドを溶接する方法ですが、溶接時間が違います。
溶接時間は、10〜100msと電力アーク方式に比べて10分の1の短さになります。
溶接時間が短いため、薄い母材に使用することに適しています。
主に自動車の車体パネルの溶接に使用されます。
一般的な車は3万個の備品が使用されており、数多くの部品を固定や装着する時に
ショートサイクル方式を使用します。
CD(コンデンサ)方式
コンデンサ方式は、交流電源から充電したコンデンサを利用して溶接を行う方法です。
溶接時間が1〜3ミリと極めて短く、母材が薄い金属板でも変形や歪みを最小限に押さえることが可能です。
主に精密部品の板金で幅広く活躍されており、一般的に利用している自動改札機や自動販売機にも使用されています。
まとめ
本記事では、スタッド溶接の特徴から使用時の注意点、代表的に使用される3つのスタッド溶接の種類をまとめました。
スタッド溶接は、ボルトやナットなどスタットと呼ばれるネジを金属板に瞬時に固定する方法です。
1本あたりの溶接時間がおよそ1秒と非常に短いため金属板など母材への影響が少なく品質を一定に保つことができます。
主に自動車や建築現場など幅広い分野で活躍されており、各業界に合わせて現場に適したスタッド溶接の種類があります。
- 土木・建築現場では、「溶接時間が長く強度な電力アーク方式」
- 自動車産業では、「溶接時間が10~100msと溶接時間が短く数多くの部品を固定するのに適したショートサイクル方式」
- 精密機械では、「溶接時間が1~3ミリと極めて短く薄い母材でも変形や歪みを最小限に抑えることができるコンデンサ方式」
など、幅広く活躍されています。
また、スタッド溶接は、溶接電流や溶接時間が確立されているため安心して使用できます。
さらに、アークの長さも事前に設定することで一定に保つため操作が簡単にできます。
スタッド溶接は操作方法が簡単なため安心して使用できますが、清潔で広い場所で作業する必要があるため使用の際は注意しましょう。


